Články
Optimalizace výrobních buněk
29. 10. 2015 - Ing. Martina Zlochová
Jen stěží nalezneme firmu, která by se nepřipravovala nebo již nečelila dopadům druhé vlny hospodářské krize. Podle odhadů oborníků budeme její následky nést ještě i v roce 2013. Proto má velký význam věnovat úsilí nástrojům, které dokáží zmírnit očekávané negativní následky. Jedním z nich je transformace izolovaných, technologicky orientovaných pracovišť, zaměřených na maximální využití zařízení, do optimalizovaných výrobních buněk, zajišťujících pulzující tok neustále opečovávaných požadavků zákazníka.
Následující příspěvek zobecňuje postup uvedené transformace do 10 kroků, které jsou postaveny na studiu práce lídrů v této oblasti a doplněny o dlouholeté zkušenosti týmu API při implementaci výrobních buněk.
- 10 kroků k návrhu optimální výrobní buňky:
- Výběr nosného výrobku (nebo rodiny výrobků).
- Výpočet taktu zákazníka.
- Poznání montážního postupu výrobků.
- Zjištění spotřeby času jednotlivých pracovních kroků.
- Stanovení kapacity linky.
- Výpočet teoretické potřeby operátorů a balancování.
- Tvar výrobní linky.
- Umístění přípravků, nástrojů a materiálu na lince.
- Standardizace pracovního postupu.
- Vizualizace a shopfloor management.
Zlaté pravidlo na úvod: Vytvořte atmosféru nadšení pro změnu!
Jednou z hlavních překážek, se kterou se setkáváme v průběhu transformace, jsou obavy lidí, kterých se změna organizace práce bude týkat. Proto je nutné s tím počítat a zvolit vhodnou strategii pro přípravu a zapojení lidí v průběhu projektu.
Tyto obavy většinou pramení z nedůvěry, zda nový systém vůbec může fungovat a jaký to bude mít vliv na jednotlivce. Osvědčeným řešením je zajištění série tréninků formou simulace návrhu montážních linek pro výrobu modelových produktů = jednoduchých skládaček dostupných v hračkářstvích. Všichni tak mají možnost "zažít si" celý průběh transformace od návrhu technologického postupu přes prvotní uspořádání linky až po vícekolové hledání dalších optimalizací.
Tímto způsobem rovněž získáte možnost identifikovat talenty pro užší implementační tým, který bude mít předpoklady, tj. nadšení a odvahu hledat nové řešení a potýkat se s překážkami během projektu.
Dále se ujistěte, že v průběhu celého projektu má každý možnosti sdílet své obavy a klást otázky, které mohou být velice cennými podněty k dalšímu zamyšlení a přispět k vyšší kvalitě a robustnosti návrhu. Tento přístup výrazně pomůže při implementaci a zavedení linky do standardního provozu.
Krok 1: Výběr nosného výrobku (nebo rodiny výrobků)
Prvním krokem je vybrat "správný" výrobek nebo skupinu výrobků pro výrobní buňku. Správný výrobek je charakteristický tím, že svým objemem představuje 70% spotřeby času. Tento čas chceme optimálně zorganizovat, protože každé plýtvání, které je systematicky zažité v procesu, se mnohonásobně opakuje. Nejčastěji používaným nástrojem pro identifikaci tohoto výrobku je ABC analýza.
ABC analýza vychází z Paretova pravidla (nebo tzv. pravidla 80/20): velmi často zhruba 80 % důsledků vyplývá přibližně z 20 % počtu všech možných příčin. V našem případě můžeme použít analogii, že 80% všech nákladů je spotřebováno při výrobě 20% sortimentu. Uvedená čísla 80 % a 20 % neplatí absolutně. V konkrétních případech budou více či méně odlišná.
Při grafickém vyjádření těchto analýz uspořádáme objemy jednotlivých výrobků sestupně a graf doplníme kumulativním procentuálním podílem na celkovém objemu.
Na uvedeném grafu nejobjemnější výrobek tvoří jen 20% z celkového objemu. K limitu 70% se dostaneme až součtem objemů dalších 3 výrobků. V tomto případě provedeme ještě analýzu slučitelnosti výrobku na základě technologií a počtu vstupních komponentů.
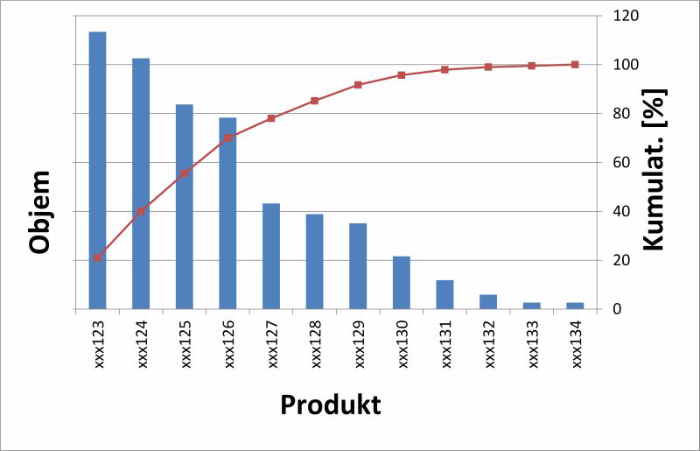
ABC analýza
Krok 2: Výpočet taktu zákazníka
Takt zákazníka je interval, ve kterém zákazník odebírá hotový výrobek nebo službu. Na jeho základě si vytvoříme představu, v jakém tempu se má výrobek posouvat mezi jednotlivými operacemi, abychom umožnili "tok práce" a splnili požadavky zákazníka. Výpočet vychází z:
- dostupné pracovní doby (směna, týden, měsíc...),
- potřeb zákazníka v kusech (m, kg...) za uvedené období.
Takt zákazníka = celková pracovní doba / celkový požadavek výroby = sek(min.,hod.,den) / ks(m,m2,kg)
Další důležitou informací pro jeho definování je identifikace charakteristických výkyvů objemů objednávek v průběhu roku, tzv. sezonnosti. Pro jejich grafické znázornění můžeme použít jednoduchý průběhový diagram, kde:
- Na ose X jsou uvedena časová období (měsíce, týdny) podle toho, jaká je dynamika oblasti, ve které podnikáte.
- Na ose Y vynášíme objemy na základě historie (1 až 2 roky) nebo odhadované objemy pro příští období (forecast).
Na základě těchto dat můžeme s určitou mírou rizika odpovědět na následující otázky:
- Jde o stabilně celoročně objednávaný výrobek?
- Je možné sledovat meziroční trend navyšování nebo snižování objemu požadavků?
- Vykazuje křivka průběhů požadavků nějaké pravidelné propady a nárůsty?
Jednou z možností, jak tuto variabilitu řešit, je navrhnout několik rychlostí linek na základě různého počtu pracovníků, tj. připravit několik variant taktů zákazníka: T1 – silná sezona a T2 – slabá sezona.
Krok 3: Poznání montážního postupu výrobků
V tomto kroku je naším cílem poznat možnosti montážního postupu výrobku. Montážní diagram je grafické znázornění všech činností = pracovních kroků, které je potřeba udělat, aby náš výrobek splnil očekávání zákazníka.
Jednou z hlavních informací, které hledáme, je vzájemná svázanost těchto kroků, tj. rozpoznání činností, které na sebe bezprostředně navazují, a těch, které jsou do určitého kroku nezávislé. Schopnost najít nezávislé kroky montáže nám umožňuje přerozdělení operací a lepší vyvážení pracovníků na lince.
Informace v montážním diagramu můžeme dále rozšířit o označení rizikových míst – možnost vzniku a schopnost odhalit vady. Tyto podklady nalezneme ve FMEA analýze pro daný výrobek nebo na základě zkušeností s podobnými výrobky a technologiemi.
Poslední informací, kterou zaznamenáme, jsou alternativní technologické postupy, které mohou být využity v jednotlivých krocích a mají vliv na spotřebu času, kvalitu nebo využití zařízení. V pozdějších krocích můžeme ověřit, která z alternativ je pro navrhovanou výrobní linku optimální.
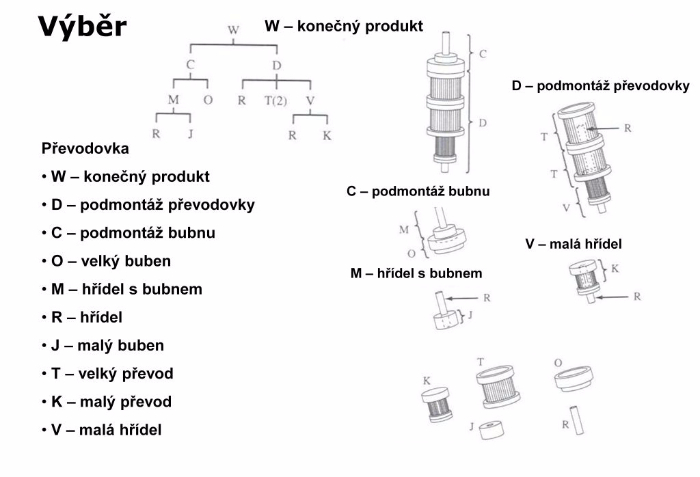
Montážní diagram
Krok 4: Zjištění spotřeby času jednotlivých pracovních kroků
Na základě provedení předchozích kroků máme všechny podklady ke stanovení předpokládané spotřeby času pro jednotlivé pracovní kroky. Za tímto účelem můžeme použít metody:
- přímého měření práce, např. plynulou chronometráží,
- metody předem stanovených časů, např. MTM, MOST atd.
Při měření na stávajících procesech musíme mít na zřeteli, že změnou organizace práce dojde i ke změně některých činností, jako například změna systému manipulace (některé úkony novou organizací práce eliminujeme).
Je třeba se zaměřit na:
- Zaznamenání spotřeby času pro chůzi mezi operacemi.
- Při obsluze zařízení je potřeba rozeznávat a samostatně změřit:
- Manuální činnosti – čas na provedení manuální práce by neměl zahrnovat čas chůze v průběhu procesu.
- Strojní čas, kdy přítomnost operátora není vyžadována.
Velkou nápomocí v tomto kroku je vytvoření videozáznamu operace, který umožní analytikovi jednoduše vyfiltrovat potřebné informace o pracovním postupu a spotřebě času.
Krok 5: Stanovení kapacity linky
V dalším kroku stanovíme možnou kapacitu linky. Do kapacitní tabulky přepíšeme jednotlivé pracovní kroky a jejich spotřebu času. Pro každý krok rozlišujeme manuální a strojní čas. Dále pro každý doplníme informace o:
- Necyklické činnosti a frekvenci jejího výskytu, např. kontrola výšky zalisování 15 s, každých 10 ks. atd.
- Výskytu ztrát způsobených výrobou zmetků.
- Výskytu mikrozastavení a poruch.
Na základě těchto údajů vypočítáme limitní kapacitu linky, která je daná krokem s nejnižší dostupnou kapacitou (úzkým místem). Zde mohou nastat situace:
- Všechny kroky mají kapacitu větší než je požadovaný objem od zákazníka.
- Kapacita operace je menší než požadavek zákazníka, tj. nemáme dostatečnou kapacitu. Proto musíme provést v daném kroku:
- eliminaci zbytečných činností,
- analýzu možností pro zvýšení kapacity,
- prověření možnosti zdvojení pracoviště/linky.
Krok 6: Výpočet teoretické potřeby operátorů a balancování
Výpočet teoretické potřeby pracovníků nám poskytne orientační informaci pro balancování linky. Nejdříve z kapacitní tabulky získáme součet všech manuálních činností potřebných pro výrobu. Tento čas pak vydělíme taktem zákazníka, který jsme určili v kroku 2.
Optimální počet operátorů = suma času všech manuláních činností / takt zákazníka = například 46s / 20 s(ks) = 2,3 pracovníků
Pro splnění požadavků zákazníka budeme tedy hledat řešení pro 3 operátory. Zde se můžeme rozhodnout pro 2 koncepce:
- Tzv. chasing – pronásledování, kdy všichni operátoři postupují v rovnoměrných rozestupech od první až po poslední operaci na lince. Velkou výhodou tohoto systému je, že umožňuje jednoduché řízení rychlosti linky při využívání stejného standardního postupu. Ten, jak bylo uvedeno, zahrnuje všechny operace, což má vliv na dobu zaškolení operátora.
- Druhý koncept využívá možnosti přerozdělení jednotlivých operací mezi operátory tak, aby všichni pracovníci byli rovnoměrně vytíženi. Tj. pro různé rychlosti linky je potřeba vypracovat specifické standardy, aby bylo jasné, kde operátor začíná svoji činnost a kde předává práci dalšímu operátorovi.
Efektivitu organizace linky pak ověřujeme na základě hodnoty Indexu vyváženosti, který vypočítáme takto:
Index vyváženosti = suma času všech manuálních činností / maximální čas operátora x počet operátorů x 100%
Při přestavbě již existujících procesů a zařízení je nejčastěji cílem dosáhnout hodnoty Indexu vyváženosti větší než 85%. K využívání variant s nižší hodnotou indexu bychom měli přistoupit až po zvážení míry efektivity a vlivu na produktivitu provozu.
Krok 7: Uspořádání operací a tvar výrobní linky
Na základě navrženého výrobního postupu můžeme přistoupit k uspořádání jednotlivých pracovišť do buňky. V konceptu štíhlé výroby je preferovaný tvar do U-linky, protože nám umožňuje nejvíce výhod:
- nekřižují se činnosti operátorů a zásobování materiálem, které je ze zadní části linky,
- začátek a konec linky jsou u hlavní komunikace,
- krátké vzdálenosti mezi operacemi (vzdálenost mezi první a poslední je minimalizovaná),
- žádné překážky v komunikaci mezi operátory.
Jsou samozřejmě možné i jiné tvary – do "I", "L" – nebo hlavní linka s větvemi podmontáží. Ale nejvýznamnějším omezením pro uspořádání operací v lince zůstává tvar a rozměry místa, které máme k dispozici.
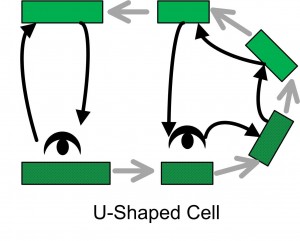
U – linka
Velmi progresivním přístupem v této části projektu je možnost vytvoření 3D modelu jednotlivých pracovišť v měřítku 1:1, kde může tým jednoduše ověřit nápady pomocí simulace výrobního procesu, identifikovat kolize během manipulace s díly, které nejsou při 2D modelech zřejmé. Navíc, pokud je tento model dostupný všem lidem, kterých se bude změna týkat, máme příležitost zapojit je do diskuse a tvorby celého konceptu.
Krok 8: Umístění přípravků, nástrojů a meteriálu na lince
Při detailním návrhu pracovišť je naším cílem umístit všechno potřebné v optimálních vzdálenostech a místech tak, abychom zajistili efektivní průběh práce a eliminovali jakékoliv plýtvání. Zde se můžeme opřít o řadu antropometrických údajů, na základě kterých stanovíme výšku pracovního stolu, hraniční hodnoty pro minimální a maximální výšku a vzdálenosti materiálu, přípravků, ovládacích prvků a potřebné dokumentace.
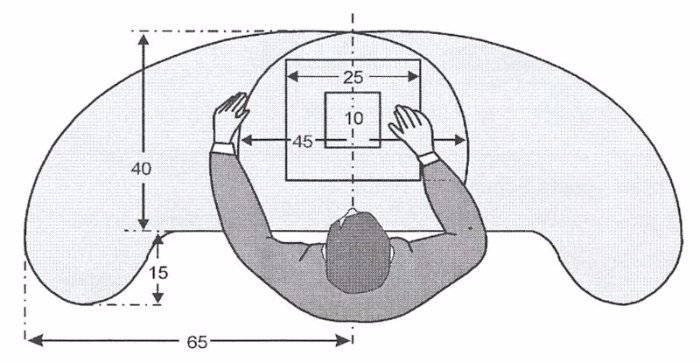
Ergonomické pracoviště
Eliminace zbytečných nebo neefektivních pohybů je možné dosáhnout také:
- Vhodnou šířkou zařízení; šířka zařízení by neměla přesahovat šířku ramen operátora. Takto zkracujeme pohyby sáhnutí po materiál a současně přibližujeme zařízení a odstraňujeme zbytečné kroky.
- Zařízením, které samo uvolní hotový kus a umožní okamžité založení dalšího kusu do přípravku.
- Operátor provádí 2 činnosti najednou, například v průběhu pohybu pro materiál spouští stroj (tzv. Nagara switch).
- Automatické odklonění vadného kusu z toku v lince.
- Upnutí nástrojů, které jsou na dosah a po použití se automaticky vrací do "čekací" polohy.
Významné nebezpečí plýtvání představuje zanedbání drobných víceprací (například otevírání krabic s materiálem), které necháme operátory dělat na lince, což může někdy představovat ztrátu i několika taktů linky.
Krok 9: Standardizace pracovního postupu
V tomto kroku máme jasnou představu o návrhu výrobní linky a organizace práce na lince. Můžeme proto začít s popisem standardů práce pro jednotlivé rychlosti linky. Standard práce je dokument s jasně popsanými úkoly a jejich výsledky, který umožňuje eliminaci variantnosti výrobních postupů, které jsou jedním ze základních příčin neefektivní organizace práce. Nejčastější formou, kterou při výrobních buňkách používáme, je tzv. kombinovaný graf, kde jsou informace o:
- Vybavení pracoviště:
- standardní uspořádání pracoviště,
- vyznačení toku výrobku pracovištěm,
- standardní rozpracovanost,
- vyznačení úzkého místa.
- Popsaná a graficky zobrazená organizace práce:
- požadovaný takt zákazníka,
- spotřeba času pro provedení operace,
- rozdělení operací mezi pracovníky,
- vytížení pracovníků v rámci jednoho taktu.
Krok 10: Vizualizace a Shopfloor management
Pro zajištění očekávaných výstupů je potřeba vybavit linku nástroji pro efektivní řízení linky. Monitorování a vizualizace hodinových výstupů, které je podporováno funkčním Shopfloor managementem, je jedním z ověřených nástrojů k dosažení tohoto cíle. Na této tabuli je pro každou hodinu výrobní směny zapsán očekávaný výstup hotových výrobků. Operátoři na konci každé hodiny zapisují skutečný počet vyrobených kusů. V případě odchylky od plánu popisují důvody jejího vzniku, například počet a důvod vadných kusů, trvání a důvod prostojů... Na základě jasně stanovených pravidel umí operátoři vyhodnotit závažnost odchylky a rozhodnout o nutnosti zastavení linky a zahájení eskalačního procesu okamžitého řešení problému.
Přínos těchto aktivit pro efektivitu linky je nesporný. Je sice spojený s jistou mírou činností, které přímo nepřidávají hodnotu výrobkům, ale zohledněním vhodného umístění tabule v layoutu linky můžeme výrazně eliminovat pohyby a potřebný čas pro její vyplnění. K zajištění rychlé reakce můžeme linku vybavit majákem nebo zvukovou signalizací, která informuje odpovědné pracovníky o vzniku problému na lince a urychluje jejich reakci.
Na závěr: Dvakrát měř a jednou řež
Po provedení všech předchozích kroků máme hotový návrh linky a je před námi etapa realizace. V tento moment máme poslední možnost zastavit se a bez nákladů prověřit, zda jsme při návrhu nic podstatného neopomněli. Ne nadarmo se říká: "Dvakrát měř a jednou řež."
Mám zájem o konzultaci / chci se vzdělávat